
Сварка шпунта

Сварка Z-секций собранных в пакеты стыковочным швом
Сварочные материалы не должны попасть в замковое соединение. Сварочные швы должны быть обработаны шлифмашинкой снаружи замков. Параметр «b» составит 15.0 мм для полки (горизонтальной части шпунта) и 11.2 мм для стенки (наклонной части шпунта). Данные параметры подходят только для секции AZ 36-700N.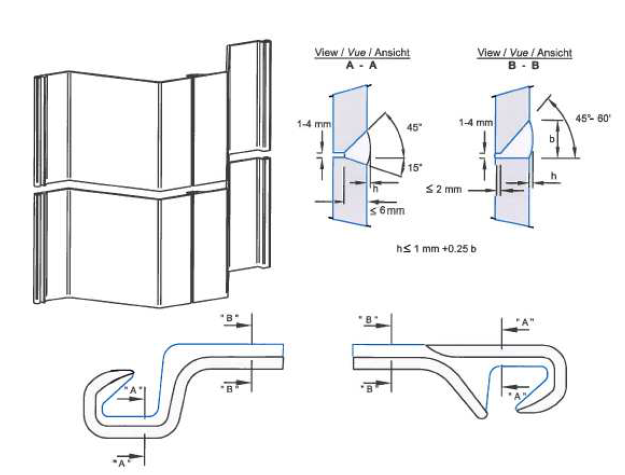
Сварка Z-секций, в виде одиночных шпунтин стыковочным швом
Сварочные материалы не должны попасть в замковое соединение. Сварочные швы должны быть обработаны шлифмашинкой снаружи замков. Параметр «b» составит 15.0 мм для полки (горизонтальной части шпунта) и 11.2 мм для стенки (наклонной части шпунта). Данные параметры подходят только для секции AZ 36-700N.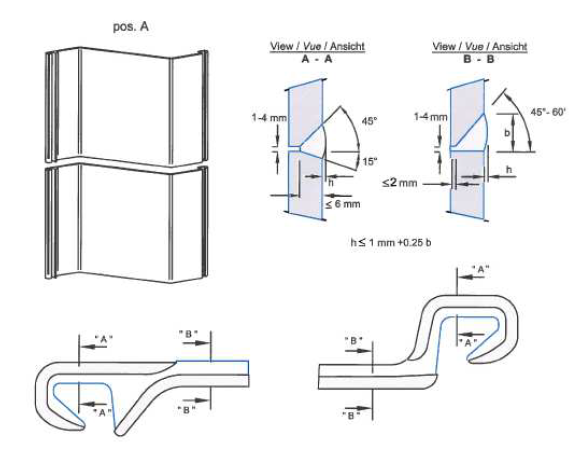
Сварка шпунта. Дополнительные замечания
Перед сваркой шпунта необходимо ввести в замки свариваемой секции целые шпунтины, которые будут использоваться как направляющие.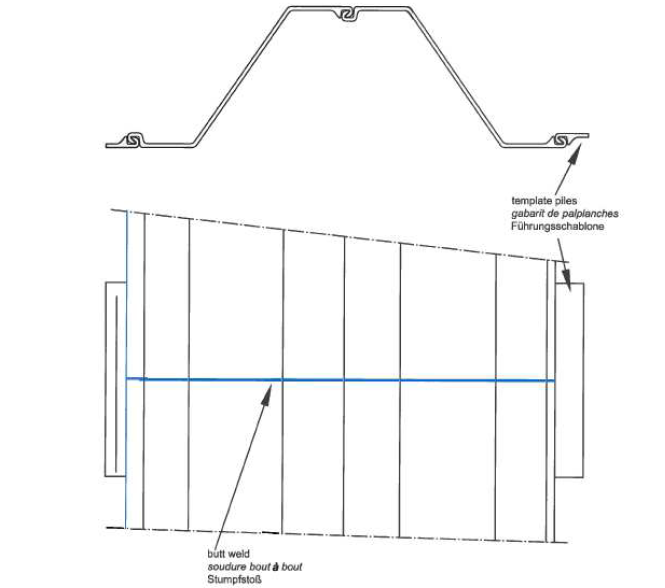
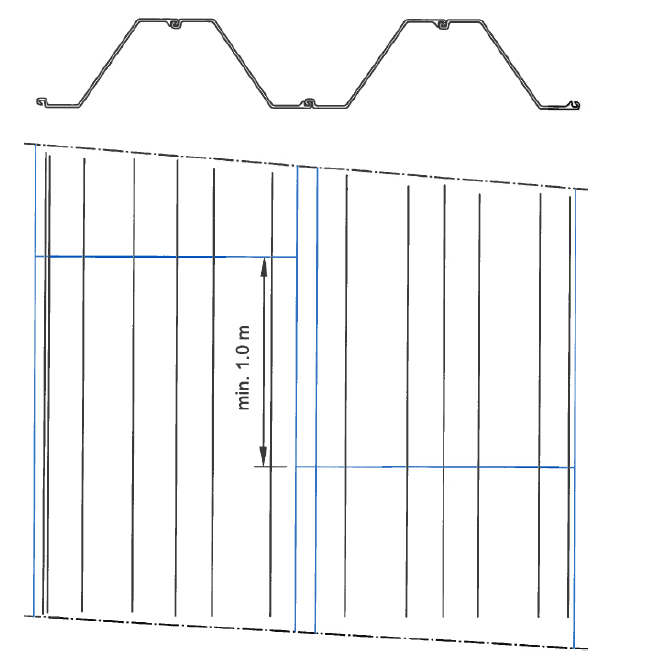
При наборе сваренного шпунта в единую стенку, швы должны идти в разгонку с расстоянием минимум 1 м.
Стыковка шпунта с использованием накладок
При сварке шпунта с использованием накладок используются листы стали с пределом текучести не ниже, чем у шпунта и толщиной не менее толщины полки «t» данной секции. В общем случае могут применяться накладки, вырезанные из шпунта той же или большей секции с такой же или более высокой маркой стали. Параметр b1 выбирается в зависимости от секции и её геометрических параметров с учетом размещения непрерывного шва «с» с катетом не менее 7 мм. Все сварные швы должны быть проверены и внесены в журнал ответственным инженером по сварке. Так же должна быть сделана запись о том, кто производил сварку. Рабочие чертежи по стыковке шпунта направляются в производство после проверки проектировщиком и инженером по сварке производителя работ. По возможности, стыковочные швы должны размещаться в менее нагруженных участках шпунта.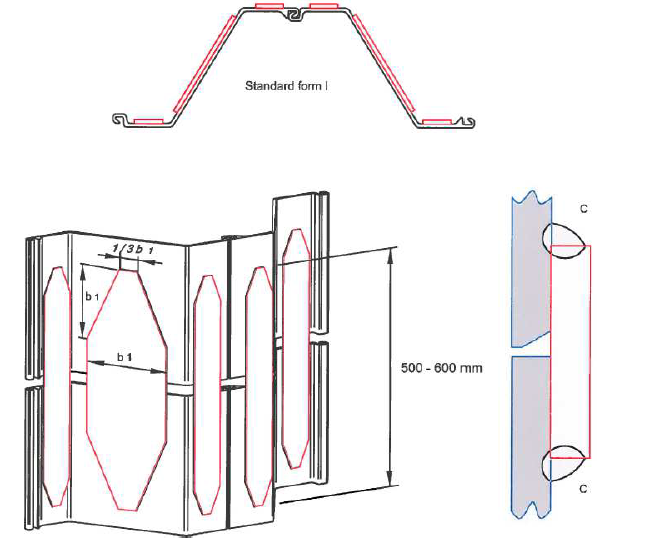


{kind=link}